一、设备名称(规格型号):实验型双面涂布机(300L)
二、设备技术参数及设备主要配置
(一)设备主要配置
序号 | 名称 | 产地 |
1 | 空气开关 | 正泰(国产) |
2 | PLC | 三菱(日本) |
3 | 触摸屏 | 斯美特(台湾) |
4 | 模块 | 三菱(日本) |
5 | 中间继电器 | 施耐德(法国) |
6 | 伺服电机 | 三菱(日本) |
7 | 行星减速机 | VGM(台湾) |
8 | 断路器 | 正泰(国产) |
9 | 交流接触器 | 正泰(国产) |
10 | 固态继电器 | 美格尔 |
11 | 温控器 | 欧姆龙(日本) |
12 | 全自动纠偏 | 光电纠偏 |
13 | 全自动张力 | 变频张力 |
14 | 主放(收)料电机 | YUKE(台湾) |
15 | 光纤电眼 | KEYENCE(日本) |
16 | 推动汽缸 | 亚德客(国产) |
17 | 深沟球轴承(机头) | NSK/NTN |
18 | 导向辊(铝合金表面阳极处理) | |
19 | 变频器 | 英威腾(深圳) |
20 | 风机 | 鸿建(广州) |
21 | 套色系统 | 光电追踪 |
(二)设备功能
序号 | 项目 | 技术参数 | 备注 |
1 | 适合体系 | 磷酸铁锂、钴酸锂、锰酸锂等体系电池正、负极片涂布工艺 | |
2 | 运行基材厚度 | 铝箔(Al):10~30um | |
铜箔(Cu): 7~30um | |||
3 | 辊面设计宽度 | 320 mm | |
4 | 保证涂布宽度 | 50~280mm | |
5 | 设备机械运行速度 | 5m/min | |
6 | 设备涂布速度 | 0.5-2m/min | 视烘干情况而定 |
7 | 适合浆料黏度 | 2000~16000 Cps | |
8 | 单面涂布干厚度范围 | 50-150μm | |
9 | 小间歇长度 | 5mm | |
10 | 多段小涂布长度 | 20mm | |
11 | 溶剂特性 | 油性溶剂NMP(s.g=1.033,b.p=204℃) | |
水性溶剂H2O/NMP(s.g=1.000,b.p=100℃) | |||
12 | 适合固含量 | 正极S.C. 60%±20% | |
负极S.C.50%±10%(PVDF体系) S.C.50%±5%(SBR体系) | |||
13 | 比重 | 正极 1.5—2.59/cm2 | |
负极 1~1.89/cm2 | |||
14 | 涂布方式 | 双层正反面3段不等距间歇式转移涂布/第二面自动跟踪/连续转移涂布 | |
15 | 基材运行方向 | 正向涂布,基材正、反向空箔运转 |
(三)各部分结构介绍
1.整体式放卷,机头机构
序号 | 项目 | 技术参数 |
1 | 过辊安装结构 | 立板单轴安装方式 |
2 | 过辊表面处理 | 金属铝辊表面氧化 |
3 | 张力控制系统 | 闭环自动控制恒张力,张力范围0~50N |
4 | 纠偏方式 | 自动EPC控制,行程80mm |
5 | 上卷料方式 | 料卷采用3英寸气胀轴气涨轴固定 |
放卷单轴支撑 | ||
6 | 基材运转方向 | 正、反向 |
7 | 基材运行速度 | 5m/min |
8 | 大放卷卷径 | Ф300mm |
9 | 气胀轴大承重 | 100Kg |
10 | 放卷气胀轴条数 | 1条 |
11 | 主传动电机 | 伺服电机 |
12 | 间歇推动(客户选配) | 伺服推动 |
13 | 过辊表面处理 | 金属铝辊表面氧化,圆跳动≤30um |
14 | 刮刀结构 | 双面逗号刮刀,直径Ø80mm(双头) |
15 | 刮刀角度旋转控制 | 搬动手柄旋转 |
16 | 涂辊(钢辊) | 表面镀硬铬,直径Ø100mm |
17 | 背辊(胶辊) | 直径Ø100mm,表面包进口三元乙丙胶 |
18 | 料槽搅拌 | 无杆汽缸直线运动,速度可调 |
19 | 刮刀间歇高度调整 | 手动调整 |
20 | 单机头位置 | 烘道前安装、操作 |
21 | 电晕机(两套) | 进刮刀涂布头前,各1套 |
22 | 厚度测试仪 | 出烘道后安装 |
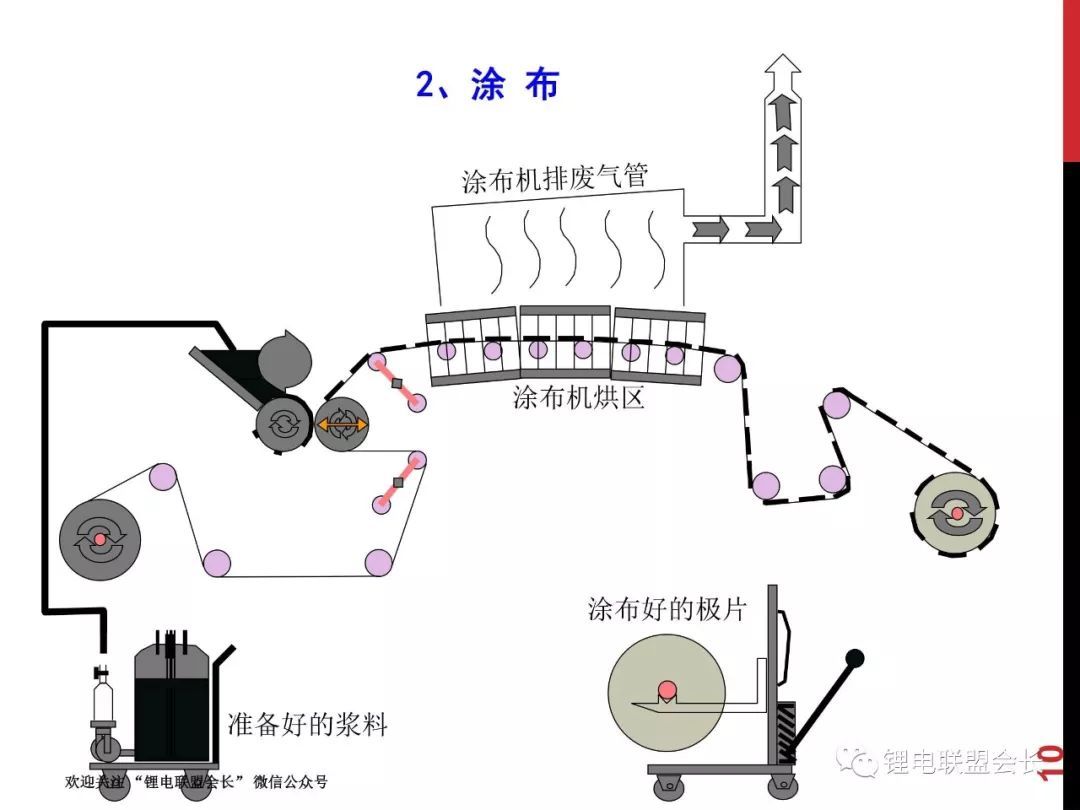
2.烘道(双层烘道)
序号 | 项目 | 技术参数 |
1 | 烘箱结构 | 单层独立加热,上下排布 |
2 | 烘箱长度 | 1节*2m |
3 | 材质 | SUS304不锈钢,内胆1.0mm,外胆1.2mm |
4 | 烘箱导辊传动方式 | 被动式托辊传动 |
5 | 温度控制 | 分为正常工作温度控制、超温监测报警的保护控制,超温时将出现声光报警,并切断加热主电源,各段完全独立控制 |
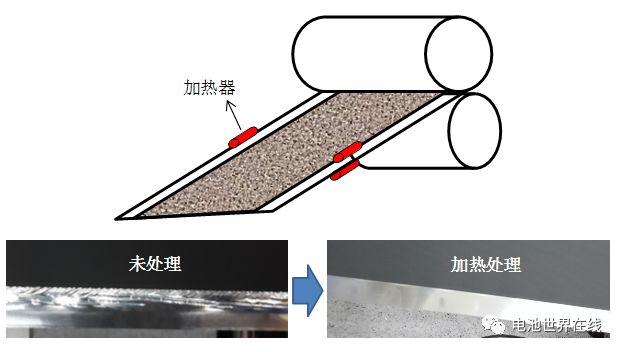
7 | 加温方式 | 电加热,热风循环结构 |
8 | 单节烘箱加热功率 | 18KW/节 |
9 | 烘道内温度 | 设计Max150℃,单节烘箱内温差≤5℃ |
10 | 运行时箱体表面温度 | ≤45℃ |
11 | 吹风方式 | 风刀式吹风,风量通过阀门分别控制 |
12 | 每段排风量控制 | 通过机械阀门,独立控制 |
13 | 风嘴结构 | 吹风方向与水平呈30度,风嘴槽采用专用模具开槽 |
14 | 风机控制 | 接触器控制 |
15 | 加热控制 | 固态继电器 |
16 | 风机材质 | SUS304不锈钢 |
17 | 溶剂回收系统 | 不提供,只协助安装接口 |
18 | NMP溶剂浓度报警 | 无 |
19 | 风室压力监测 | 无 |
3、收卷机构:功能与放卷一样,增加如下
序号 | 项目 | 技术参数 | 备注 |
1 | 张力恒定浮辊机构 | 牵引辊前安装1套,闭环自动控制恒张力,张力范围0~50N,收卷采用伺服控制。 | |
2 | 收卷气胀轴条数 | 1条 | 单臂收卷 |
3 | 厚度测试仪 | 1条 |
4、控制系统
序号 | 项目 | 技术参数 |
1 | 主控系统 | 触摸屏、PLC、模块、伺服系统 |
2 | 运行方式 | 手动、自动、急停;整机前后均能进行操作 |
3 | 涂布、间歇长度设定范围 | 连续涂布方式 |
间歇长度 5.0~3200.0mm(客户自选) | ||
4 | 报警情况 | 设备出现故障时,触摸屏将显示相应的修正画面 |
5 | 记数功能 | 生产数量/长度 |
1.硬件精度
序号 | 项目 | 技术参数 |
1 | 刮刀 | 圆跳≤1.5um,Ra0.4, 直线度≤1.5um |
2 | 涂辊(钢辊) | 圆跳动≤1 .5um,Ra0.4 直线度≤1.5um |
3 | 胶辊 | 圆跳动≤10um,直线度≤10um |
4 | 纠偏偏差 | ±0.1mm |
5 | 调刀控制重复精度 | ±0.1um |
6 | 温度控制精度 | ±2℃ |
7 | 正反面对齐控制精度 | ±0.2mm |
2.涂覆精度
项目 | 标记 | |
范围 | A(拖尾) | ≤1mm |
(与浆料黏度及黏结剂特性有关) | ||
B(头部异常区域) | 10mm | |
C(尾部异常区域) | 6mm | |
D(边缘效应区域) | ≤3mm | |
E(长度误差) | ±0.5mm | |
F(宽度误差) | ±0.5mm | |
M( 宽度误差) | ±0.5mm | |
G1(头部厚度) | -10~+8um | |
G2(尾部厚度) | -10~+8um | |
H(留白误差) | ±0.5mm | |
I(正反对位误差) | ±0.5mm | |
J 单面厚度 | ±1.5% | |
(去除B、C、D区域) | ||
长度范围 | L1(涂膜长度) | 20.0~3200.0mm |
L2(间歇长度) | 5.0~3200.0mm | |
L1 /L2(涂布+间断长度) | L1 +L2 ≥90mm |
3.测量方法
A.测量区域:边缘3mm,结尾6mm之外,开头10mm之外。
B.测量尺寸Φ42mm或据需方工艺要求
四、安装环境要求
1)机头环境温度20~30℃,其余10~40℃
2)机头相对湿度正极RH ≤35%、负极RH ≤98%,其余≤98%
五、 配套设施
1)电源:3PH 380V,50HZ; 电压波动范围:+8%~–8%;电源启动总功率25KW
2)压缩空气:经干燥、过滤和稳压后:出气压力大于5.0kg/cm2
六、设备方向(可选)
七、 提交的文件资料、操作说明书
1) 提供电气连接图,电气原理图,机械组装图等。
2) 提供设备所有操控单元的操作说明书,设备整机操作及注意事项说明书。
八、售后服务
设备保修一年,如所供设备发生质量问题,由供方负责免费维修(人为因素和不按操作规程操作、自然灾害、非抗力因素造成设备故障及易损件除外),一年后,供方承诺对设备负责终身维修原则,价格优惠;设备大修 运回供方维修,费用重估,运费由需方负担。
1.售后服务内容
1)设备除易损件(刮刀、涂布辊、背辊)保修一年,如所供设备发生质量问题,由供方负责免费维修(人为因素、自然灾害、非抗力因素造成设备故障及易损件除外)。一年后,对设备负责终身维修且按成本收取费用。
2)对需方提出的技术问题2小时响应,24小时内到场,特急12小时达到现场处理。
3)供方负责安装调试,需方根据技术协议进行安装验收。
4)培训:设备交货前需方可派1~4名,操作工及工程师到现场培训,贵公司负责在培训期间的食宿费用。
设备交付后,在现场免费培训操作工、现场工程师各2名以上,时间10天以上。
2.培训内容包括
1.设备安全防护常识。
2.设备的工作原理及总体结构。
3.设备的操作和注意事项。
4.设备的日常维护及备件更换操作技能。